Brak produktów
Podane ceny są cenami brutto
Kategorie
- Cięcie metalu
- Cięcie drewna
- Dom i ogród
- Tarcze do produkcji mebli
- Piły tarczowe do materiałów budowlanych
- Automatyka przemysłowa i domowa
- Przekaźniki napięciowe trójfazowe
- Moduły zabezpieczenia silników elektrycznych
- Ograniczniki prądu i mocy
- Zegary astronomiczne i tygodniowe
- Wielofunkcyjne przekaźniki czasowe
- Przełączniki faz
- Rejestrator parametrów sieci oraz procesów technologicznych
- Regulatory temperatury
- Sterowniki przepompowni
- Konwertery interfejsów
- Wskaźniki i urządzenia sterujące
- Rozdzielnie sterujące pompami
- Przekaźniki napięciowe jednofazowe
Piły taśmowe - zalecenia techniczne
Dla zapewnienia optymalnej wydajności cięcia bimetaliczną piłą taśmową istotne jest dobranie właściwego uzębienia piły w zależności od rodzaju, wielkości i kształtu ciętego materiału. Należy dobrać standardowy kształt zębów o stałej podziałce lub zmienny kształt zębów z podziałką zmienną. Uzębienie zmienne zalecane jest do cięcia materiałów stwarzających problemy związane z nadmierną wibracją.
Zalecane uzębienie piły do cięcia materiałów litych
| Cięcie pojedynczych elementów | Cięcie elementów w pakietach |
 |  |
Stała podziałka zęba
| Przekrój | Ilość zębów | |
|---|---|---|
| mm | na cal TPI | Kształt zęba |
| 380-800 | 1,25 | H |
| 200-400 | 2 | H |
| 120-200 | 3 | H |
| 80-120 | 4 | H/N |
| 50-80 | 6 | N |
| 30-50 | 8 | N |
| 20-30 | 10 | N |
| 10-20 | 14 | N |
| to 10 | 18 | N |
| N = standardowy kształt zęba H = hakowy HOOK kształt zęba | ||
Zmienna podziałka zęba
| Przekrój | Ilość zębów | |
|---|---|---|
| mm | na cal TPI | Kształt zęba |
| 550 | 0,75/1,25 | V-POS |
| 300-600 | 1/2 | V-POS |
| 120-350 | 2/3 | V-POS |
| 80-140 | 3/4 | V-POS |
| 60-110 | 4/6 | V-POS |
| 40-70 | 5/8 | V-0 |
| 30-60 | 6/10 | V-0 |
| 20-40 | 8/12 | V-0 |
| to 25 | 10/14 | v-0 |
| V-POS = zmienny kształt zęba z dodatnim kątem natarcia V-0 = zmienny kształt zęba z kątem natarcia 0° | ||
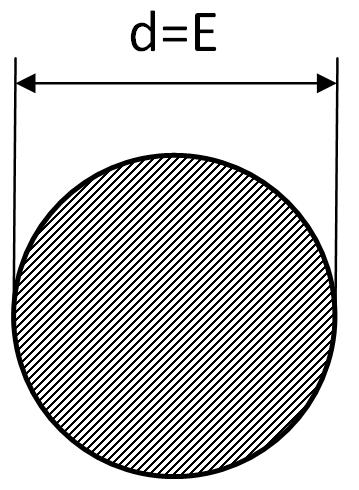
TPI do cięcia profili (rur lub kształtowników)
| Cięcie pojedynczych elementów | Cięcie elementów w pakietach |
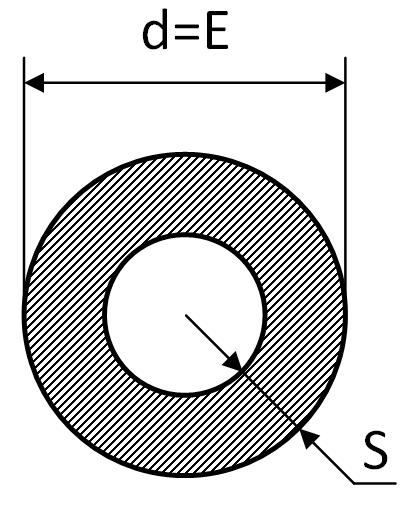 |  |
| Grubość ścianki S [mm] | E = średnica zewnętrzna [mm] | ||||||||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| 1 | 32 | 24 | 18 | 18 | 10/14 | 10/14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | ||||
| 2 | 32 | 24 | 18 | 18 | 10/14 | 10/14 | 10/14 | 10/14 | 10/14 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 |
| 3 | 10/14 | 10/14 | 10/14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 |
| 4 | 10/14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 4/6 |
| 5 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 |
| 6 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 6/10 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 |
| 8 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 |
| 10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | |
| 12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | |
| 15 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | 2/3 | |
| 20 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | ||
| 30 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | |||
| 50 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | 1,4/2 | |||||
| 75 | 2/3 | 2/3 | 2/3 | 2/3 | 2/3 | 1,4/2 | 1,4/2 | 1,4/2 | |||||||
| 100 | 2/3 | 2/3 | 1,4/2 | 1,4/2 | 1,4/2 | 1,4/2 | 1,4/2 | ||||||||
| 150 | 2/3 | 1,4/2 | 1,4/2 | 1,4/2 | 1,4/2 | 1,4/2 | |||||||||
| 200 | 1,4/2 | 1,4/2 | 1,4/2 | 1,4/2 | |||||||||||
| 250 | 1,4/2 | 1,4/2 | 1,4/2 | ||||||||||||
Zalecenia przy cięciu stalowych rur i kształtowników
Przy cięciu stalowych rur i kształtowników decydującą rolę odgrywa prawidłowy dobór uzębienia piły. Najbardziej odpowiednie jest uzębienie zmienne.
Należy również wziąć pod uwagę grubość ścianek, liczbę ciętych elementów, ich ułożenie w pakiecie oraz parametry cięcia.
Instrukcja poprawnego użytkowania
1. Brzeszczotom pił taśmowych należy poświęcać taką samą uwagę, jak innym narzędziom. Należy zwrócić szczególną uwagę na:
* pęknięcia
* zakleszczanie się wsteczne brzeszczotu
* skręcanie i zmatowienie brzeszczotu.
2. Utrzymywać piłę taśmową w dobrym stanie technicznym. Szczególnie należy sprawdzać:
* czy działa zacisk mocujący oraz mechanizm prostujący
* czy występują jednocześnie: ciśnienie hydrauliczne, wystarczająca ilość płynu chłodzącego oraz obroty koła roboczego. jeżeli powyższych brak, wtedy istnieje bezwzględna konieczność regulacji lub wymiany mechanizmu.
3. Brzeszczot piły taśmowej założyć na oczyszczone z wiórów koła robocze, ustawić brzeszczot pomiędzy prowadnicami, poprawnie wyregulować naciąg piły oraz ustawić położenie zgarniaczy wiórów.
4. Zamocować materiał cięty w uchwycie tak, aby cięcia dokonywała możliwie jak największa ilość zębów ( minimalnie 4, a maksymalnie 30).
5. W przypadku cięcia pakietu, każdy z jej elementów składowych musi być dobrze zamocowany.
6. Przed rozpoczęciem cięcia należy ustalić twardość materiału, wyciąć twarde skazy, wypalić zgorzelinę.
7. Przed rozpoczęciem cięcia odlewów należy usunąć z ich powierzchni piasek formierski za pomocą pilnika równiaka lub szczotki stalowej. Piasek może spowodować bardzo szybkie zmatowienie brzeszczotu piły taśmowej.
8. Przed rozpoczęciem cięcia konieczne jest zachowanie minimalnego luzu pomiędzy wierzchołkową linią czubków zębów a materiałem ciętym rzędu 10 mm oraz podanie minimalnego posuwu ramienia piły.
9. Zwiększać stopniowo posuw ramienia piły. Nie stosować zbyt wysokiego, ani też zbyt niskiego nacisku.
10. Podczas cięcia upewnić się, czy następuje ciągły przepływ płynu chłodzącego do przestrzeni cięcia.
11. Po przecięciu 2 do 3 detali poprawić prostoliniowość brzeszczotu.
12. Sprawdzić czas cięcia detalu. Jeżeli czas ten jest zbyt długi, należy wymienić brzeszczot.
13. Nigdy nie ciąć nowym brzeszczotem w starej linii przecięcia. Konieczne jest obrócenie materiału i ponowne uruchomienie cięcia.